

Surface Finishing Options


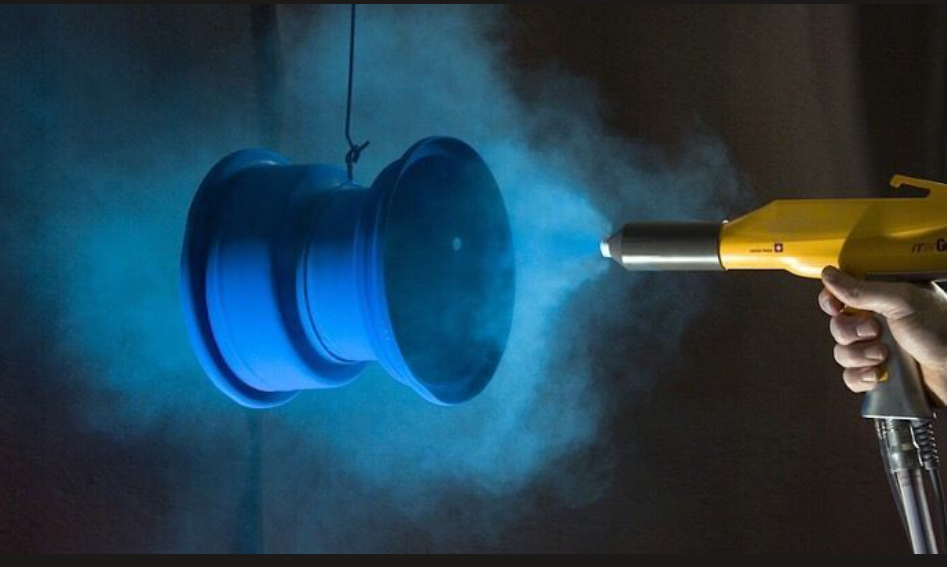
Powder Coating
Provides a dense, protective polymer protective shell in custom RAL designations with outstanding chip resistance.

E-Coating (Electrophoretic Deposition)
Delivers a uniform, cross-linked liquid organic corrosion layer ideal for hard-to-reach internal cavities.

Anodizing (Chromate Passivation)
Chemical conversion finish for aluminum cast structures to seal raw surfaces and enhance adhesion.

Electroplating (Chrome/Nickel/Zinc)
Multi-layer premium metal deposition over zinc castings to yield shiny cosmetic mirror finishes.


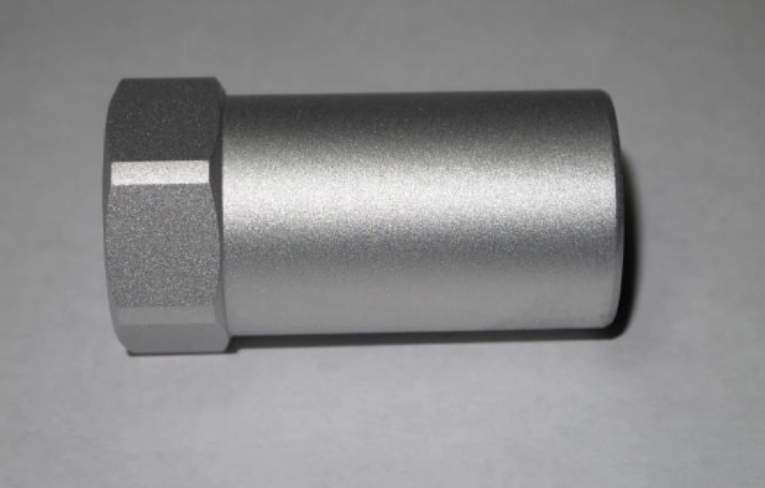
Sandblasting & Bead Blasting
Eradicates visual flow lines and casting parting marks to create a clean matte metallic texture.


Shot Peening
Bombarding casting surfaces with metallic micro-spheres to induce compressive residual stress and elevate fatigue limits.
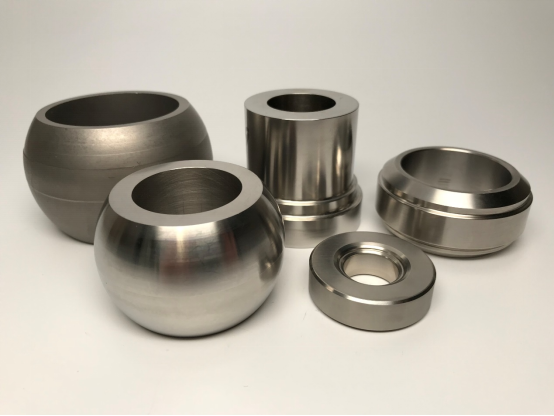

Precision Polishing
Mechanical line buffing and hand polishing to meet mirror reflectivity or sanitary smoothing specifications.


Chemical Passivation
Acid wash to eliminate free element contamination and establish a passive anti-corrosive oxidation film.
High-Precision CNC Tolerances & Verification Metrics

Automotive & EV Supply Chain
Medical Equipment Engineering
Engine blocks, internal structural powertrain mounts, cooling modules, and electric vehicle drivetrain component inverter enclosures.
Industrial Machinery Infrastructure
Analytical instrument internal brackets, diagnostic imaging device structures, and sterile surgical machine internal hardware frames.
Robotics & Kinematics Automation
Heavy-duty fluid power valve systems, pump housings, commercial utility structures, and air compressor manifolds.
Robotics & Tech
High-speed articulated robotic link castings, structural protective shells, multi-axis motor housings, and cobot joint brackets.
Advanced Machine Fleet & Production Capacity
Aluminum Cast Enclosures

Zinc Micro Components
Structural heavy gearboxes, alternator housings, and specialized outdoor LED power lighting covers.

Medical Diagnostic Housings
High-definition consumer electronics interior brackets, intricate hinge connectors, and luxury optical hardware frames.

Robot Actuator Mounts
Biocompatible centrifuge rotor mount chassis and diagnostic device base shields.

Automotive Engine Parts
Multi-axis articulated links, high-torque industrial servo shells, and precision structural wrist plates.

Industrial Pump Valve Bodies
Complex intake manifolds, oil pans, timing chain covers, and EV structural battery brackets.

Industrial Components
Multi-port fluid hydraulic bodies, high-pressure pneumatic regulator boxes, and heavy impellers.
Our Streamlined 6-Step Process
Turnaround Commitments & Scalable Fleet Capacity
Certified Manufacturing Standards & Global Trade Compliance

ISO 9001:2015
International Standard Quality Management System Certification
SGS Verified
On-site audited factory asset evaluation
RoHS Compliant
EU non-hazardous substance directives
REACH Conformity
Safe from Substances of Very High Concern
Engineered Value & Manufacturing Performance in Numbers
Years Experience
Decades of specialized engineering mastery in complex geometric CNC manufacturing.
Active Clients
Serving global enterprise groups across Tier-1 aerospace and top-tier medical device design houses.
CNC Machines
Massive asset deployment ensuring zero internal production bottlenecks or unexpected queue delays.
Parts Delivered
Field-tested precision components executing high-reliability functions globally.
Pass Rate
Industry-leading Quality Assurance metrics driving down total cost of ownership for our long-term procurement partners.